久久久亚洲欧洲日产国码AⅤ,亚洲AV综合色区在线观看,人妻在线日韩免费视频,99精品无人区乱码在线观看
�O�����
|
�Ӟ��ղ�
�Wվ���
��˾����
������
����C
�aƷչʾ
�������
�˲���Ƹ
ϵ�҂�
���֒���C����/����
����C
����C���
������
��衢�ɰ
�h�����m�����
��ɰ��
��ɰ�C
�T��Cе
��ԃ�ᾀ
18051690909
����C
�Wվ��ǰλ�ã��Wվ��� > �aƷչʾ
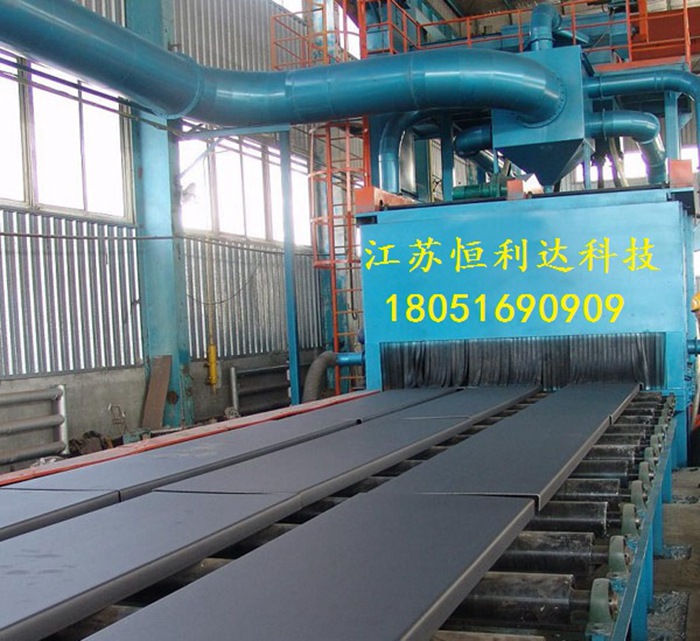
Q69ϵ��䓰��ͲĒ�������C
䓰��A̎�����a��������ʽ����
䓰��A̎������늚�ϵ�y�]����������ҡ�늿ع����_���b�ڃȣ����ڼ��п��ơ��S���^�죬�ϡ�ж�ϙM��݁���͇���C����C�]�зֿ��_���ֿ�����ڬF�����ơ��⾀݁�� �{�٣��_��݁���ٶ�һ�£�����䓲Ĵ��_��䓲��A̎�����|�������ڲ�����׃�l������ȫ��݁�����F�˟o���{�٣����ȸߣ��Ԅӻ��̶ȸߣ��ʴ_�o�`���������Ρ����㡢�ɿ���
ȫ��늚����ϵ�y���á�PLC���ɾ�������������Ԅӻ��̶ȸߣ�������ȫ�����Мy�����y�y�ߡ��y��λ�ƿ��ƣ�����ǿ��ƺ͔��صȹ��ܣ��F����̖���ø��|���Ľӽ��_�P����_�P��ȫ�����Ɯʴ_�o�`��
ȫ��늚�ϵ�y�֞��{�������ɷN�����ơ����{�����nj����{ԇ�O���OӋ�ģ��������Բ����Ⱥ�������ӣ����ھS�ޡ����������Ǟ��O�����������OӋ�ģ����O��ֻ�ܰ�������ӹ�����
ȫ�������r�����Ȱѳ��m�������x���������C���M���������v���������������������D�����Dˢ�����D���������L�C���������g��10�������������ٰ�׃�l�����Դ��ͨ���ٰ��A��ͺ��늟��������L�C�������������A��ͺ���_��Ҫ���ȫ���Ԅӿ����M�С�
�A��ͺ�ɜضȿ��Ԍ��F�ض��Ԅ��{�����ض��Ԅӿ����ڡ��A�����Ĝض��ϡ�
ȫ���Ԅӹ����r��������늴ŵ���䓰�����M�������м��ϣ��ڷֿ��_�ϲ����o���_�P��䓰�����M��ݔ��������½����������ŵ�ݔ��݁���ϣ��M���b���˻�ԭλ�������������_�ϰ��¡�݁���Ԅӡ����o������݁���_ʼ�������ڙM��ݔ��ֿ��_�ϰ���݁���Ӱ��o��݁�����\�D���ѷ��������䓲���ǰ�Ƅӣ�䓲� ���A�����A�ᣬ�A����䓲ď��A���ҳ����^�mǰ�M����������ǰ��ĉ�݁��ԓ��݁�Ѓɂ�������y���õġ�
䓲Ļ�����䓰塢��䓃ɷN�����x��顰��䓡���PLC���ƒ������Ē�����Ԅ��{����H��λ�á�
���x��顰䓰塱���������Ē�����ɡ�PLC�������Ԅ��{����B��λ�á���݁һ�����£���PLC����λ�·�����������C������ǰ���M�뒁��^���_�l�T�������M������������β���x�_����^���l�T�Ԅ��P�]�������^�mǰ�M�M����߅^��
����ߡ����քӺ��ԄӃɷN������ʽ�����քӡ������r�����ð��o�ѡ��Dˢ�����������������������mλ�á����Ԅӡ�������ʽ���������������͡��Dˢ���Ԅ�����픲����������M�롰��߅^���������������Dˢ�Ԅ��½����������x��䓰塱����䓡��r������_�Pһ�����������⣬�����������Dˢֹͣ�½����������M����ߡ�
����C�x���Ԅӡ��������χ���Ҳ�x����Ԅӹ������χ���ͣ�����m�߶ȣ��Ԅӹ������߶Ȳ���׃�������x���LJ���C�Ԅӹ���������C���քӲ������ᣬ��tȫ��ֻ���M�С�䓲Ē�����������
䓲ć�����ͨ�^����Һ���ж��݁���� ֻ��݁��ж��݁���Ԅ��D�ӣ�䓲��^�mǰ�M�x�_�ˉ�݁��ж��݁���D���٣����x�_һ�����x�˕rж��݁���ϵڶ�ֻ��݁�щ��£�ж��݁��ֹͣ������ж��݁���ԣ��ֿ��_�ϵİ��oʹ�M���Ƴ�݁���M�룬ֹͣ��������䓲�����Ȼ�ذ�䓲��Ƴ���������ij�Nԭ��䓲ě]���r�Ƴ����^�m�����ڶ�ֻ��݁������߅䓲ā������� ֻ��݁�r��ȫ���Ԅӕ�ͣ������݁��������݁�����l�T������ֹͣ������䓲�һ�����\�ߣ��ڶ�ֻ��݁��λ��ȫ���֏������Ԅӡ�ȫ���Ԅӹ����r������Ҫ݁�����ˣ����x��݁����ͣ�����ɲ���ȫ��݁�����ˡ���Ҫ�֏��Ԅӹ����r��ֻҪȡ����݁����ͣ����ɡ�
�O�������CƤ���z�y�b�ã�Ƥ��һ������ֹͣ�����x�����M��ݔ�롢�M��ݔ�������ȫ��������������Ч�ı��⏗��ݔ��ϵ�y�Ķ�����
ȫ���ڿ����_�ϛ]��ģ�M���������@ʾȫ���Ĺ�����B��������ȫ�����^���c���ƣ���߹���Ч�ʡ�
ȫ���ڎ�̎�O�м�ͣ���o����һ�����o���¿��Ԍ��Fȫ����ͣ܇�������¹ʵİl����U��
���aƷ߀�ɸ����͑����������������a���������OӋ��
������һ����
Q58ϵ�зe��ʽ��������C
������һ����
QH69ϵ��H��䓌��Ò�������C
�Wվ���
�� |��
�P���҂�
�� |��
����C
�� |��
�aƷչʾ
�� |��
������
�� |��
�������
�� |��
�˲���Ƹ
�� |��
ϵ�҂�
������� ���K�����_�Ƽ�����˾
�KICP��16051864̖
ϵ�Ԓ��18051690909 ϵ�ˣ��
��؟�������Wվ�в��փ��݁��Ի��W����o�����漰������֪�R�a�࣬Ո��늻��º���֮�����Wվ�����r�؏Ͳ����M
�������ľþþ�Ʒ����WW16
|
18��������ҹ�����˿�
|
2��2O20������2��20
|
�þþ����뾫Ʒ�����պ������˳�
|
�����������°�����
|
������Ů��Ƶ��ѹۿ�����վ
|





 ������� ���K�����_�Ƽ�����˾
������� ���K�����_�Ƽ�����˾